
Intro
Previously I'd thought that casting aluminium at home was too difficult, that it would oxidise in no time at all and the only option was in a controlled atmosphere of a large scale smelting operation. Seeing a YouTube video of the practicalities of small scale aluminium casting, it was clearly not difficult to do something. Yes there were losses but only around 10%, nothing serious and the heat could be generated with a wood fire and blown air. All low tech and worth playing with to maybe complement the CNC machine. It was however difficult to get it perfect, perfection requires a huge amount of experience. After about 7 months of 2015, there was still a long way to go, but some things now turned out okay.
Phase 1
Phase 1 was to melt some hard drive cases, having stripped them down, and pour the resulting aluminium into a muffin tray. This was created by digging a vertical hole into the ground with a diagonal tunnel to blow air into the bottom of the fire. The fan was from an old Sun SAN array and had plenty of power, possibly too much. Initially the crucible was a cat food tin can. Cheap, expendable, one use only. Later a stainless steel sauce pan, with handle removed and handle bolt holes filled with stainless steel bolts.
The main findings were:-
1) be prepared, during the burn is not the time for solving problems.
2) looking after the fire takes a lot of time, the heat is so intense that the wood burns very quickly. Even retrieving another bag of wood from the shed was enough time away from the fire for it to noticeably die down.
3) aluminium has a very high surface tension, it isn't enough to pour onto the surface of a mould 1cm thick, the aluminium will resist following the mould. It needs at least 5cm, maybe 10cm of height to create enough pressure at the mould surface.
4) don't pour the metal straight into a plaster mould, it needs loose sand around it to hold its shape even if the plaster cracks.
5) plaster absorbs water from the air. So even if you dried it in the oven, as time passes it will become impossible to mould with it because the steam will make the aluminium bubble.
After that first attempt, charcoal was tried and although it was less effort than wood, it was still a labour intensive process. Also tried supporting the mould with sand, and using (accidentally) solder sticks instead of aluminium (which doesn't have the surface tension problem of alloy, but is soft and poisonous).
Also tried used engine oil, but I found it impossible to regulate the fire. Generally it went out. I suspect the forced air was too strong, and that never allowed the burning oil to build up enough heat to burn a greater quantity of oil. Later on the fan speed was made to variable but by that time the oil tap and piping were in the bin.
Phase 2
Phase 2 was to construct an electrically operated furnace. Unlike using combustion to create the heat, an electric furnace is sealed, so although Watt for Watt it is much more expensive to run, it is also more efficient and controllable, leading to more repeatable casting.
While I was looking into this, also came across:-
1) moulding with mixed silica sand and plaster (from either wax or a burnable positive object).
2) moulding with sodium silicate as a binder.
3) moulding directly with green sand.
4) moulding with lost foam.
In the end, green sand was by far the quickest and easiest, but only if the object is the right shape to be removed from the sand. Lost foam worked well and was also quick to set up, but all too easily couldn't be burnt away fast enough and produced voids during casting (and don't forget about the carcinogenic smoke). Sodium silicate was essentially the green sand method, but not reusable, making it only suitable for the occasions green sand was too fragile, such as making cores (separate inserts in a mould). Silica sand and plaster produced some fantastically detailed results, with one example from using the lost wax method having my clear thumb print in the cast aluminium. It did however take around a fortnight to pour and shape the wax, set in plaster and dry, burn/melt out the wax, and keep dry (by heating) to stop the plaster absorbing water again before the aluminium is poured. The time consuming parts are the drying, and presumably could be done quickly if I had a gas powered furnace.
Electric furnace
The electric furnace, with and without its lids:-



And the underside of the outer lid, showing the cut-out circle of fire board going in the hole of the inner lid. Stainless steel plate and bolts were used to clamp all the hot parts together.

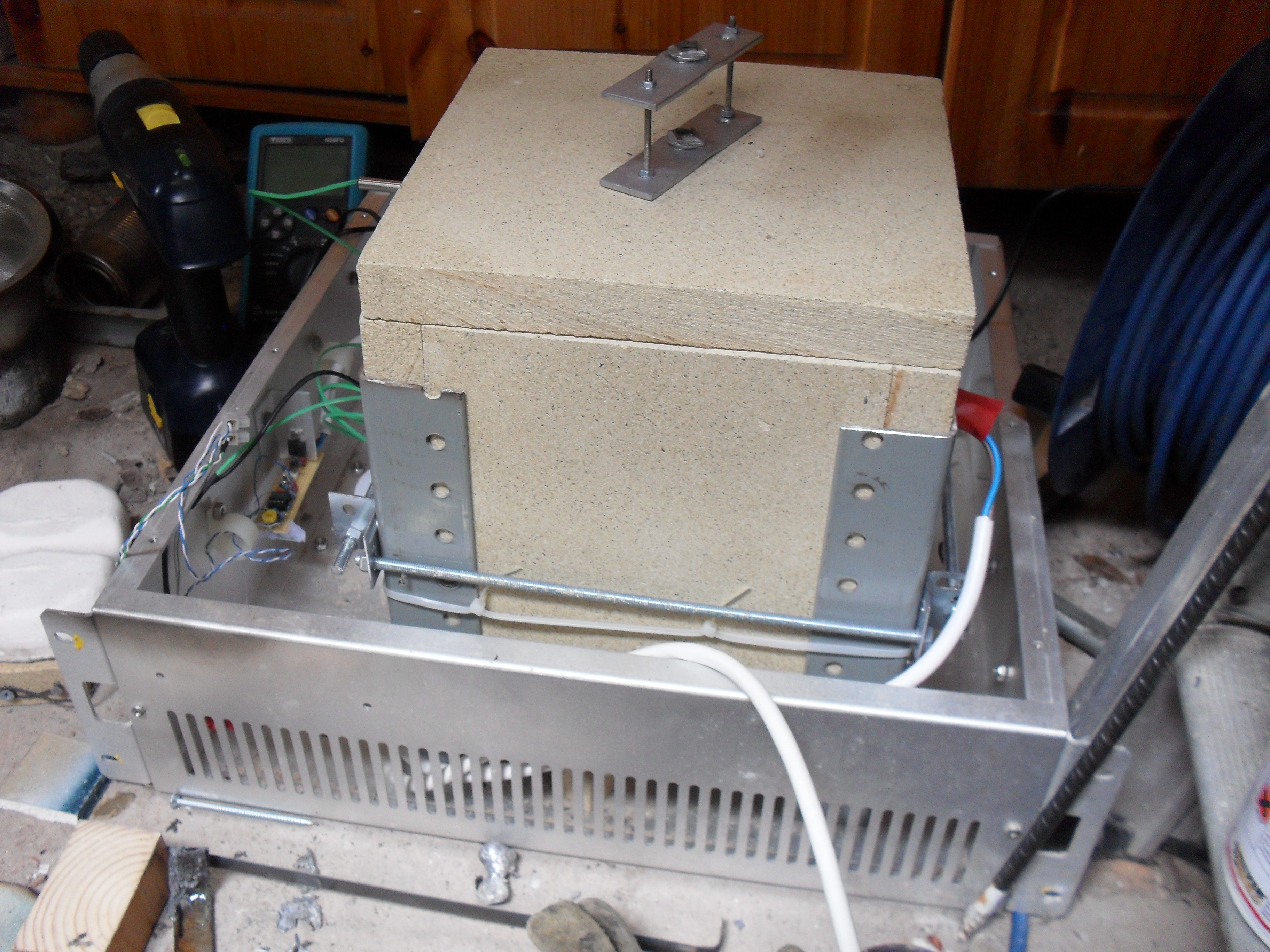
The above consists of a sheet of 1” fire board (ebay), cut into rectangles that interlocked together. Fire board cuts easily with an old wood saw. The rectangles were arranged to make a box with 23cm high and 17cm x 17cm interior and 2” thick (ie. two layers of fire board). Whilst I did consider making the furnace bottom loading, so that it was lowered over the crucible (to keep the heat in), I thought it was more useful to see inside the crucible.
A slightly better design would have each rectangle locking with its neighbour, but I didn't think of that at the time. Either way, it needs to held together from outside, and that is done with angle iron and threaded bar on brackets.
Be aware that like plaster, fire board is hydrophilic, and that makes it slightly conductive. The more it is used, the more it dries out. To begin with, you can expect it to measurably pass current even when the heating wire is broken.
The heating element is 12 meters of 20swg nichrome wire (ebay), fed into 5mm slots cut into fire board surface. All four surfaces were cut to create a spiral. In reality, three were cut straight and one was cut to take the wire up x mm [1 cm?]. The original design (as shown in photos) was the same wire wrapped around posts, but that was unstable, brittle and limited the size of the crucible. The wire is connected to 240 Volt mains via a 16 Amp TRIAC. The furnace and control electronics sit in an earthed aluminium box, so should the heating element go badly wrong, the shed or house RCD should quickly catch it.
Heating control is achieved with a k-type thermocouple (RS Components?). Definitely not the cheap Maplin version, that lasted five uses. The thermocouple feeds a pair of op-amps and finally driving an opto-isolated TRIAC.

The temperature range is mostly set by resisters, with finer tuning of about 100 degrees done with a small potentiometer. To also know the actual temperature, a temperature capable multi-meter is attached in parallel with the thermocouple. Circuit diagram is:-

Note it is powered by a separate regulated 12V power supply. The performance of the circuit seemed to be very good, with +-20 degrees hysteresis. I have noticed however that the temperature can sometimes drift much higher when it has been on for a while (such as a second pour), suggesting there is a temperature instability. The circuit was designed to avoid these biases, so I just don't know. The first thing to try is a heat shield between the furnace box and the control circuit.
The exposed heating element is obviously a safety concern. I make it a rule to never handle the crucible while the element is switched on. Scoping dross or adding metal is fine, but anything that involves the outside of the crucible takes tools far too close to the heating element. This policy is enforced by the lid. The lid consists of two parts. The outer has a handle, remove that and the contents of the crucible can be seen while the heating element is hidden. The inner lid (okay, lids, it broke in two) is only removed when the power is off, and with that gone the crucible can be removed and poured.
Results
Most castings have been melted down and reused, hoping the lessons learnt would be ingrained and without written note. Along the way, various methods have been tested.
These are the very first casts, lost wax and lost foam, in damaged moulds:-

|
| Using lost wax, carved on CNC machine. With weave pattern,56mm on the short side. Mould lost the very top section while melting out the wax on the edge of the fire, then split in half when moving it to a bed of sand just before pouring. It was that experience that only reinforces the be-prepared mantra - know beforehand just how you are going to move something hot and fragile from the fire to the sand. Using 1/3 plaster and 2/3 silica sand for the mould, done over days but wasn't at that time doing much forced drying, though no doubt the melting out the wax next to the fire forced out moisture. From the experience of measuring the temperature of inside a mould in the oven, even at the temperatures of the fire it would take many hours to be completely dry. Finish was solid, shiny with random holes at the bottom, going increasingly grey and weak looking towards the top. Presumably the result of low pressure and water content. |
|
|
White packing foam cut on CNC to weave pattern. The foam had gaps from its original use and was padded out with other bits of foam to form the vent. Had a more correct (less bulgy, more square cornered) shape than the above, but was less shiny. Was equally poor quality towards the top of the mould. Mould didn't split during the pour but it was missing its lid before the pour. The mould was white art plaster. Sets quickly in about 10 mins, too quickly I'd say. If you are about to spend hours drying it out, spending a few hours setting is okay because it gives plenty of time to tap out the air bubbles. |
Another two, with the moulds very near the surface. The weave pattern again in blue foam, and poured straight onto a flat art plaster surface but for some small holes.
|
|
Far image is lost blue foam. CNC machine was clogged up with foam when I wasn't looking and burnt some of the pattern. That and not being 100.000% dry produced the holes mixed in with the weave pattern. The flat, unshaped side of the foam was left open, leaving the plaster to create a hollow to pour the aluminium into. Failed to appreciate how long it takes to dry the plaster (silica+plaster or art plaster I don't remember). With the alloy poured, it kept bubbling right up to the point it solidified. The near image is aluminium poured onto flat plaster surface with a few small holes and bumps. Noticing the unwillingness of the alloy to follow the shape, tried pouring onto the surface of white art plaster, because it wasn't clear why the metal won't flow. It also wasn't completely dry, the big hole was a bubble of steam. |
|
|
Same again in different light. The metal itself is solid where it isn't bubbling, a good shiny finish. |
|
|
The other sides, the air facing sides. Notice the giant air bubble hole and the puffed up surface. And yet I believed they were dry. |
Learnt from this the importance of flux to clean the aluminium and being absolutely dry. Increasing the pressure would also help. Later also realised the moulds regain enough moisture from the air to destroy the cast, so they must be sealed or cast straight away.
Based on previous attempts, and still not realising the importance of pressure (which only became obvious when using green sand), another two surface moulds using flux and being sure they were dry - spending a day in the oven. The weave pattern was the same mould as above, it had already lost some of its plaster detail but was still more detailed than I could currently cast.
|
|
With salt (66% LoSalt and 33% table salt) as flux, though possibly not quite hot enough to melt the two kinds of salt (potassium chloride and sodium chloride, melting temperature of 800 degrees, not sure the oven thermostat was set that high when I did these). Started doing oven melts at 740 degrees, only later upped it to 830 degrees. Once the two salts are combined, the melting temp is high end of 600 degrees, but it wasn't clear they were fully combined. The stick on the left was using last of the white art plaster, placed white foam at 45 degrees then pulled it out. Spent days in oven, and broke in half while handling. Alloy was clearly more fluid with the flux, the misaligned break point is visible. The surviving blue foam mould had lost the fine detail, but was good enough for this test. Was also dried in the oven, maybe a day. It did reproduce the ripples in the foam, but the weave pattern had very little of the detail. I think a layer of sand might be worth trying next, to keep the air off - but also know it would have to be dryer. |
|
|
The air facing sides show the left art plaster that had had days in the oven had a clean surface, the same as seen when pouring into a steel muffin tray. The sand+plaster mould had only had a day in the oven, and the surface of that is clearly rough. It bubbled slightly when the aluminium was poured and I tried scraping the top as it cooled to no avail. |
Testing yet more drying, based on the above art plaster experience. This time using a simple rectangle mould, using blue foam with a V cut in it to create a detailed pattern.
|
|
Blue foam set in a silica sand+plaster mix. Dried for days and poured with foam in place. Multi-meter on the underside said it had a multi-mega ohm (but not unmeasurable) resistance. Tea spoon of salt flux. 830 degrees max oven temp. Slightly delayed pour, with cold mould. Bottom has a really nice surface finish, reproduced the groves I cut in the foam. Strange texture (too cold when poured?) towards the top. |
Then moved on to using a better flask in the form of a traditional drag and cope. Also tried using sodium silicate as a binder of silica sand.
|
In this case the mould was of a kids soft football, 8cm in diameter, with lots of surface lumps. Also made a flask (drag+cope) to put it in. i) drag+cope joint didn't split evenly, presumably the lumps on the ball surface. Used paint scraper to part it, with added SS to repair the wrong break point. ii) took 4 days in the kitchen oven at <=100 degrees. It really did take that long for the internal mould cavity temperature to reach the oven temp, was measured with DS18S20 probes. All that time the water content was holding the temperature down as it evaporated. iii) helped the sodium silicate to set by putting it in a sealed box with a candle. The end result of this was rough in every way, the sodium silicate binder had stuck to the ball. It was the first time I'd made use of pressure to have the aluminium follow the mould shape and it was clearly a good idea. However, never went back to sodium silicate, just wasn't worth the hassle. |
Trying a natural object as mould, now knowing the importance of pressure and a dry mould (but not yet the hydrophilic nature of plaster and just how much aluminium contracts when it cools). An apple was set in plaster+silica. Had spent days drying out in the oven, the mould was then cut and forced in half, the dried up apple core removed and put back together again, with a filling hole cut. Surrounded in green sand to hold it together and produce a flat surface for a filling spout.
|
|
Just poured the aluminium into flask. Notice the filling hole to fill from the bottom of the apple, and the vent hole. The filler has extra height to keep the spout away from the wood cope. In practice the vent wasn't big enough, it should be equally large diameter of 1cm or so. |
|
|
Green sand removed, plaster mould and runner now visible. Can also see the split in the plaster where it was sawn it half and the apple removed. I did originally hope the apple would burn up, but that never happened enough to be able to leave it in. |
|
|
The top of plaster mould removed, apple cast is clear. |
|
|
The final result from the second attempt, with the apple casted on its side so that the runner and vent are on convex surfaces, making it easier to cut and then file the surface to its correct shape. The lack of substantial vents on the first attempt meant the contracting metal had no metal to draw from, producing a void that looked surprisingly like a bite mark. The surface finish on this apple varies. It did show the hydrophilic nature of the plaster, as it had been a week between the mould being produced and the pouring. As a result some of it is shiny and some of it has a swirling sets-before-its-time pattern and dull colour. |
In trying to get quicker results, went back to lost foam but this time with pressure. In this example it was a cube using 1cm sticks of blue foam, set in loose silica sand.
|
|
Sticks of foam were glued together with foam safe CA glue. Extra line were cut in the foam so that corners all had the same joint marks. Was very quick to do, went from cutting foam to pouring in about 2 hours. This was not the first, previous attempts had shown it is hard for the aluminium to burn through the foam. As the upside down picture shows, towards the bottom the metal was starting to solidify. A previous attempt was trying to fill from the bottom, in the expectation the fumes would vent through the loose sand. The aluminium only went around 10cm down the filler until it solidified, so no, that is not the way to do it. So it produced reasonable, quick results, but the difficulty of getting rid of the foam, and the sand texture coming through in the alloy make it good for small stuff in which surface finish is not required. It should also be noted that some people have talked about using hollow foam, by glueing together thin sheets. Though potentially fiddly, it would definitely make the metal flow more reliably. This particular pour was recorded, here. The disjoint editing is to remove the long gaps caused by me moving away from the shed to breathe. The pour itself and the various moving stuff around was done holding my breath. |
My most advanced casting produced so far, produced as a present. Cast in two stages.
|
|
Cast on two occasions, the inner ball was cast, cut and polished to a shine, mirror like in some places. It was produced in green sand from a Christmas decoration, fed from the bottom and vented from the top. The polishing was with increasingly higher grades of wet'n'dry over a few days, the finest grade was 1200. And then polished some more with metal polishing compound and a polishing wheel. The outer cage used the lost foam process in loose silica sand. The ball was initially supported with small wooden strips, but as the sand was poured in the strips could be removed, holding the ball away from the foam entirely with sand. |
|
|
For the pour, the flask was extended to add more pressure. However the increased pressure made the flask fail and the ring is actually molten metal forcing its way through the loose sand and settling on the rim of the flask (aka,a pressure cooker). The loss of metal meant the bottom corner of the cube is incomplete. Fortunately the polished sphere is still loose. All the same, as a piece it works very well. It doesn't have the nerdy purity of a loose sphere in a perfect cage, but it is a more interesting object. As an aside, after the second casting the heat meant it was necessary to repolish the sphere. |
Then went back to the 3D scanner and CNC tool path generator, as a method of producing patterns (either in wax or foam) for the above process.















